
2022江西紡織服裝周暨江西(贛州)紡織服裝產業博覽會隆重舉行
為深入學習貫徹落實黨的二十大和二十屆一中...
塑料模具鋼是非金屬成形模中用量最大的一種模具,除要求有一定強度、韌性、硬度外,還對鋼的冷加工性能、熱處理工藝性能、鏡面性能、光潔度、蝕刻性能、耐磨性能、抗磨損性能等有特殊的要求。
4Cr13屬于馬氏體類型不銹鋼,經熱處理后,具有優良的耐腐蝕性能、拋光性能、較高的強度和耐磨性,適宜制造承受高負荷、高耐磨及在腐蝕介質作用下的塑料模具、透明塑料制品模具。
4Cr13塑料模具鋼的化學成分如表1所示。實際生產中要盡可能降低P、S含量,降低鋼中H、O、N含量,一般要求H含量≤2×10~6。要采用有效的工藝措施,提高鋼水純凈度和表面質量,減少鋼錠的偏析、縮孔和疏松。


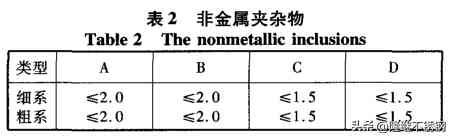
(1)非金屬夾雜物合格級別見表2。檢驗標準按GB/T10561——2005執行。
(2)鍛件表面質量及超聲檢測要求:( a)不允許有目視可見的裂紋、縮孔、折疊等缺陷;(b)單個2 mm ~3 mm 缺陷的個數不得超過3個,3mm ~4 mm缺陷的個數不得超過1個;(c)長條或密集形點狀不連續的當量平底孔直徑≤D2 mm。
4Cr13模塊的規格范圍為:寬度:800 mm ~1 000mm,厚度: 160 mm ~ 500 mm。采用5 t ~11 t鎮靜鋼錠制造。工藝流程:鋼錠熱送→入爐加熱→鍛造→熱處理→鍛件檢驗→入庫。
鍛造加熱
鍛造加熱過程的主要參數是加熱溫度和保溫時間。
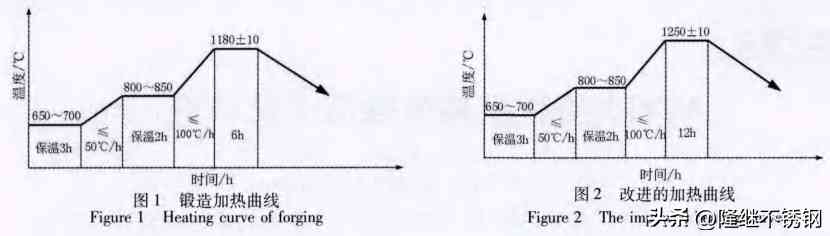
鋼錠的加熱溫度和保溫時間是根據鋼錠的材質和斷面尺寸等因素進行選取的"。為了防止因低溫性能差而出現過大的組織應力,要求在低溫下緩慢加熱。因此,鋼錠加熱時采用650 ~ 700℃保溫,然后緩慢升溫到800 ~ 850℃,升溫速度≤50℃/h。由于850℃以上鋼錠的導熱性能很好,為了防止晶粒過分長大,影響鍛造性能,所以在850℃以后快速加熱到始鍛溫度。鍛造加熱曲線如圖1所示。

對首次生產的4Cr13塑料模具鋼模塊進行超聲檢測,在整個工件中心部位均發現D2 mm 以上的密集型缺陷,進而對缺陷部位進行高倍檢查,發現顆粒狀碳化物條帶。由于4Cr13塑料模具鋼在生產過程中屬于高碳鋼,而且合金含量比較高,極易出現微觀偏析的現象,在鋼錠加熱過程中通過提高始鍛溫度和增加保溫時間,進行高溫擴散,可有效降低偏析程度,實現化學成分均勻化,保證鍛件的內部質量。改進的加熱工藝如圖2所示。
按照有效壓實鍛造法的臨界條件制定鍛造工藝,需要編制一本《優化鍛造工藝手冊》。
本文介紹了大型壓機最常用的上下平砧傳統拔長、上下平砧連續拔長、FM 法拔長和超寬砧拔長四種方法的拔長程序編制,使得工藝制定不再僅僅依靠傳統經驗,而是有據可依﹑簡明精確,對操作過程的控制也很嚴謹,并且能夠取得較大經濟效益。
四種常用拔長方法中,在條件相等的情況下,超寬砧拔長的壓實效果最好, FM法其次,然后為上下平砧連續拔長,最后是上下平砧傳統拔長。要根據壓機的能力合理使用超寬砧拔長方法。

為深入學習貫徹落實黨的二十大和二十屆一中...

Burberry是一個具有濃厚英倫風的著...
高奢月子中心圣貝拉(SAINT BELL...

近年來,國際政治經濟環境復雜多變,不確定...

如果有這樣一...

近日上海智美顏和以60后--90后的不同...
名品導購網(www.cctv-ss.com)ICP證號: 蘇ICP備2023000612號-5 網站版權所有:無錫錫游互動網絡科技有限公司
CopyRight 2005-2023 版權所有,未經授權,禁止復制轉載。郵箱:mpdaogou_admin@163.com


